Потрібно швидко випробувати ринок за допомогою запчастин невеликого обсягу?
Або хочете створити велику кількість виробничих деталей?
Тоді ви не помилитеся з нашими послугами лиття під тиском.
У Tinheo ми виготовляємо високоякісні прототипи лиття з алюмінієвих форм із швидким часом виконання.
Наші клієнти можуть швидко перевірити свої конструкції на технологічність і функціональність.
Ми також пропонуємо лиття під тиском металу або пластику для ваших потреб у великому виробництві.
Вам потрібен швидкий інструментарій, виготовлення прес-форм для масового виробництва чи кінцеве лиття під тиском із жорсткими допусками?
Наша команда досвідчених фахівців може запропонувати економічно вигідне рішення на кожному етапі.
продукти лиття під тиском
 Переваги лиття під тиском із Tinheo
Переваги лиття під тиском із Tinheo
Існує величезна кількість постачальників лиття під тиском. Чому ви повинні обрати нас як свого постачальника для лиття під тиском? Ось 3 основні причини:
1. Досвідчені інженери
Наші інженери з лиття під тиском мають багатий досвід роботи з тисячами проектів; які б частини вони не зустріли, вони можуть негайно отримати правильні параметри.
2. Розширені засоби
Ми можемо виготовити найточніші лиття, використовуючи імпортні та місцеві машини для лиття під тиском найкращих брендів.
3. Необмежена ємність
Крім наших власних потужностей, ми створили потужні мережі з нашими партнерами. Повний парк машин для лиття металу та пластику від 10 до 1000 тонн готовий до ваших замовлень без затримок.
Наші можливості лиття під тиском
У Tinheo наша досвідчена команда виробляє литі під тиском деталі найвищої якості. Ми використовуємо лиття під тиском у тандемі з нашими можливостями швидкого виготовлення інструментів, що дозволяє нам швидко й ефективно створювати деталізовані металеві або пластикові деталі для лиття під тиском.
Наша технологія лиття під тиском дозволяє нам використовувати широкий спектр матеріалів і оздоблення відповідно до потреб будь-якої галузі чи застосування.
Ось кілька варіантів, з яких ви можете вибрати:
 Послуги лиття пластмас під тиском на замовлення
Послуги лиття пластмас під тиском на замовлення
Найпопулярніший спеціальний процес лиття під тиском, термопластик, підходить для споживчих товарів, автомобільних компонентів і багатьох інших застосувань.
 Послуги з формування рідкої силіконової гуми
Послуги з формування рідкої силіконової гуми
Лиття під тиском з рідкого силікону ідеально підходить для створення деталізованих, термостійких деталей із термореактивного рідкого силікону, як окремо, так і в поєднанні з литтям.
 Послуги лиття металу під тиском
Послуги лиття металу під тиском
Підходить для невеликих і детальних металевих деталей, лиття під тиском металу є економічно ефективним у великих обсягах і витрачає менше матеріалу, ніж обробка з ЧПК.
Додаткові варіанти лиття під тиском
Крім базових послуг лиття під тиском, ми також пропонуємо два варіанти процесу - лиття під тиском і лиття під тиском. Обидва вони можуть бути корисними в конкретних ситуаціях.
 Перелиття
Перелиття
Формування використовує лиття під тиском для створення деталі з кількох матеріалів. Цей процес додає литий під тиском шар матеріалу поверх наявної литої заготовки. У процесі лиття виготовляються хімічно скріплені деталі, виготовлені з використанням різних матеріалів.
Метод лиття часто дешевший і ефективніший, ніж інші виробничі підходи, які вимагають окремого створення та складання компонентів. Процес також може створювати багатошарові деталі з нуля або додавати стійкий зовнішній шар до наявних пластикових деталей та інструментів, забезпечуючи міцний зовнішній вигляд. Зубні щітки, що складаються з міцного пластикового корпусу та прогумованої ручки, є прикладом формованого продукту.
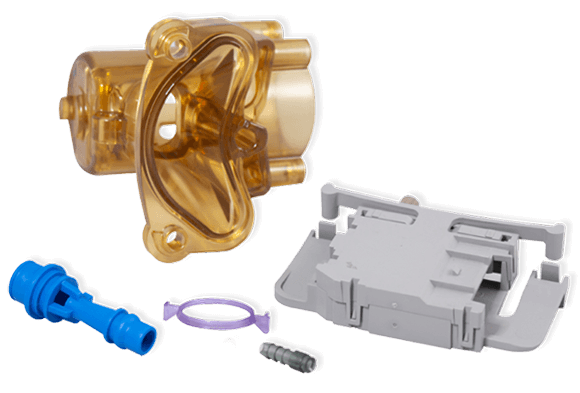
 Вставка Молдинг
Вставка Молдинг
Формування вставок подібне до формування поверхонь, але підкладка не обов’язково є пластиковою та не обов’язково виготовляється за допомогою лиття під тиском. Наприклад, формування вставки можна використовувати для додавання пластикового покриття до попередньо виготовленої металевої частини.
Звичайні частини, виготовлені за допомогою вставки, включають гострі ручні інструменти, такі як скальпелі, які складаються з металевого леза, частково розміщеного в пластиковій ручці. Формування вставок також часто використовується для створення вставок, що включають втулки, затискачі та кріплення.
Матеріали для лиття пластику під тискомАцеталь поліоксиметилен (POM)
Акрилонітрилбутадієнстирол (АБС)
Нейлон 66 (PA66)
Склонаповнений, поліамід (PA-GF)
Поліетилен високої щільності (HDPE)
поліетилен низької щільності (LDPE)
Полібутилентерефталат (PBT)
Полікарбонат (ПК)
Склонаповнений полікарбонат (PC-GF)
ABS полікарбонат (PC-ABS)
Поліетилентерефталат (ПЕТ)
Поліметилметакрилат (акрил) (ПММА)
Поліфеніленсульфід (PPS)
Поліпропілен (PP)
Полістирол (PS)
Полістирол + поліфенілові ефіри (PS-PPE)
Термопластичний еластомер (TPE)
Термопластичні вулканізати (TPV)

 Варіанти обробки
Варіанти обробки
Полірування
Тамподрук
Шовкографія
Кольорове фарбування на замовлення
Лазерна обробка
Теплова ставка
Оздоблення текстури
Загальні програми
Виробничий процес лиття під тиском використовується для виготовлення деталей для багатьох галузей промисловості та застосувань, зокрема:
Медичні прилади
Автомобільний
Аерокосмічна
електронні
Упаковка
Харчові контейнери
Іграшки
Пластмасові прототипи
Що таке лиття під тиском?
Процеси лиття під тиском виготовляють пластикові деталі шляхом впорскування розплавленого пластику — як правило, термопласту — у металеві ливарні форми, зазвичай виготовлені зі сталі або алюмінію.
Машина подає сировину в саму форму, фактично створюючи негативний відбиток кінцевої частини, яка складається з двох секцій: форми для ін’єкцій (A) і форми для виштовхування (B).
Простір між двома секціями є порожниною прес-форми, в яку закачується матеріал.
Незважаючи на те, що прес-форми для лиття під тиском здатні виготовляти широкий спектр деталей, вони мають деякі конструктивні обмеження. Пластикові деталі, виготовлені під тиском, повинні мати вузькі стінки. Вони повинні уникати виступаючих елементів і мати певний ступінь тяги (конічні боки), щоб формовану частину можна було викинути з форми.
Лиття під тиском в основному використовується для пластмас і термопластів. Термопласти – це полімери, які розм’якшуються при високій температурі (при цьому їх можна вільно вливати у форму), а потім повертаються до твердого стану після охолодження. Лиття під тиском також працює з реактопластами, які можна затвердіти, щоб зробити тверду речовину, але не можна потім розплавити назад у рідину. Менш поширені еластомери.
Що таке процес лиття під тиском?
Лиття під тиском є найпопулярнішим процесом виробництва пластикових деталей. Лиття під тиском є найпопулярнішим процесом виробництва пластикових деталей. Машина для лиття під тиском із необробленим пластиковим матеріалом і різними формами може виготовляти багато різноманітних деталей, великих і малих, довговічних або одноразових, для багатьох галузей промисловості та застосувань. Отже, як працює лиття під тиском?
Лиття під тиском — це процес формування — Лиття під тиском — це процес формування — а не субтрактивний процес (різання), як-от обробка з ЧПУ чи додатковий процес, як-от 3D-друк, — який використовує прес-форму як пристрій для формування. Цей процес підходить для таких матеріалів, як термопласти, які нагрівають до розплавленого стану, а потім вводять у металеву форму, де вони охолоджуються й приймають форму внутрішньої частини або порожнини форми.
Просте пояснення:
Процес лиття під тиском можна розділити на чотири етапи: розплавлення матеріалу, впорскування його у прес-форму, охолодження матеріалу (або надання йому можливості охолонути), поки він не затвердіє, потім викидання кінцевої частини з форми. Простіше кажучи:
01 Розтопити
02 Ввести
03 Круто
04 Витягнути
Детальне пояснення:
В принципі, лиття під тиском є відносно легким для розуміння процесом. Однак його виконання трохи складніше.
Лиття під тиском починається із засипання пелет (гранул) пластикового матеріалу в бункер. Потім ці гранули переміщуються з бункера в бочку і нагріваються, поки вони не досягнуть розплавленого стану.
Потім розплавлений матеріал продавлюється крізь стовбур за допомогою зворотно-поступального гвинта, доки не буде достатньо матеріалу біля точки виходу з стовбура, щоб заповнити форму. Ця кількість матеріалу відома як постріл.
Після проходження через зворотний клапан постріл рідкого матеріалу витісняється зі стовбура в канал форми, який називається литником, потім через мережу менших каналів, які називаються бігунами, і в порожнину форми. Ці бігуни зазвичай організовані для доставки матеріалу в потрібні ділянки форми з достатньою силою.
Матеріал відразу ж починає охолоджуватися і твердіти, як тільки потрапляє у форму. Охолодження також можна прискорити за допомогою охолоджувальних ліній навколо форми, заповненої циркулюючою водою.
Коли матеріал охолоджується і затвердіє, оператор відкриває прес-форму, і формована деталь може бути викинута. Залежно від жорсткості пластикового матеріалу використання виштовхувальних штифтів може допомогти видалити пластикову частину з форми, не зламавши її.
Літник і напрямна обрізаються з деталі, іноді залишаючи невеликий слід, перш ніж формована деталь буде готова до подальшої обробки або доставки.
Етапи отримання деталей, виготовлених під тиском
У будь-якому проекті лиття під тиском важливі рішення повинні бути прийняті до початку процесу лиття. Робочий процес часто виглядає так:
1. Виберіть матеріал. Вибір матеріалу є першим кроком під час підготовки до лиття під тиском. Розробники продукту зазвичай розглядають конкретні матеріали для лиття під тиском під час розробки нового продукту. А якщо вони не впевнені, створення швидких прототипів — найкращий спосіб випробувати різні варіанти матеріалів.
2. Підтвердьте кількість: дуже важливо обговорити запропоновану кількість формованих деталей на початку. Кількість пострілів визначатиме тип використовуваної форми: прототип форми чи прес-форма для масового виробництва.
3. Аналіз потоку прес-форм: Програмне забезпечення для аналізу потоку прес-форм для лиття під тиском надає звіт про моделювання. У звіті передбачено такі фактори, як деформація деталей і ефективність каналів охолодження, і врешті-решт допомагає виробникам уникнути помилок. У разі негативного звіту конструкцію можна змінити для покращення процесу лиття під тиском.
4. Створіть прес-форму: виготовлення прес-форми є спеціальним процесом. У наші дні прес-форми часто виготовляють за допомогою обробки з ЧПУ та електронної електророзії, оскільки ці процеси дозволяють швидко виготовити металеві форми з високою деталізацією.
5. Створення формованих деталей: коли форма буде готова до роботи, можна розпочинати процес лиття під тиском, як пояснюється в розділі «Що таке процес лиття під тиском?» розділ.
Переваги лиття під тиском
Лиття під тиском є відмінним варіантом для великомасштабного виробництва пластикових деталей і компонентів. Зрештою, є причина, чому так багато високотехнологічних компаній у всьому світі використовують його для виробництва деталей. Але що робить лиття під тиском таким популярним?
Що ж, ось деякі з його найбільших переваг:
Ефективність
Процес лиття під тиском є високоефективним, що дозволяє швидко виготовляти великі замовлення.
Чудова деталь
Високий тиск уприскування гарантує, що розплавлений матеріал досягне кожної щілини форми перед затвердінням. Це дозволяє інженерам-проектувальникам включати складні геометричні елементи та складні елементи у свої проекти.
Доступність
Швидке та ефективне виробництво забезпечує низьку вартість деталі, а великі обсяги виробництва забезпечують додаткову економію на масштабі. Алюміній, економічно ефективний і легкодоступний матеріал, можна використовувати для інструментів для лиття під тиском, щоб контролювати витрати.
Серійне виробництво
Лиття під тиском за допомогою сталевих форм може полегшити виробництво великих обсягів деталей у мільйони.
Висока міцність на розрив
Литі під тиском деталі можна зміцнити шляхом додавання наповнювачів у рідку смолу, покращуючи міцність на розрив.
Готова до роботи обробка. При належній обробці деталі, відлиті під тиском, виходять із форми з гладкою обробкою, яка не потребує подальшого вдосконалення.
Часті запитання щодо лиття під тиском
Які пластмаси можна використовувати для лиття під тиском?
Для лиття під тиском можна використовувати майже будь-який тип пластику, який також можна комбінувати разом. Ця неперевершена універсальність робить лиття під тиском таким популярним і придатним для деяких із найвимогливіших галузей у світі. Ви можете ознайомитися з вибором доступних матеріалів і оздоблення наших ручок для лиття під тиском на цій сторінці.
Який процес стоїть за литтям під тиском?
Пластикові гранули розплавляються, а потім у рідкому вигляді поміщаються в інструмент для форми, де вони охолоджуються та набувають необхідної форми. Процес забезпечує високу точність і жорсткі допуски, оскільки його можна точно повторювати кожного разу.
Чому я повинен використовувати лиття під тиском?
Лиття під тиском є одним із найдоступніших способів виготовлення великої кількості деталей, особливо для великих виробничих партій. Незважаючи на те, що розробка та створення прес-форми може зайняти час, процес стане дуже доступним і ефективним.
Як швидко можна виготовляти деталі за допомогою лиття під тиском?
Першим кроком у наших послугах лиття під тиском є розробка інструменту для лиття під тиском. Скільки часу це займе, залежить від складності вашого проекту. Звичайний термін може бути як короткий, як тиждень, так і кілька місяців.